砥石の「バランス取り」「振れ取り」とは?目的と正しい手順
研削加工中、表面粗さが悪い、ビビリ模様が発生する、といったトラブルに直面したことはありませんか?実はそれ、砥石のバランスや振れが原因かもしれません。本記事では、砥石の「バランス取り」「振れ取り」の基本から、正しい作業手順、注意点までをわかりやすく解説します。
目次
砥石の「バランス取り」とは?
「バランス取り」とは、砥石の重さの偏りを修正することです。砥石を使用した研削加工では、ほんのわずかな重量の偏り(アンバランス)が回転中のブレに繋がり、研削中に振動が発生してしまうことがあるため、「バランス取り」を実施します。
「静バランス取り」と「動バランス取り」
砥石のバランス取りには、「静バランス取り」と「動バランス取り」があります。「静バランス取り」は、砥石が静止している状態でバランスを確認し、修正することです。一方で「動バランス取り」は、砥石が回転している状態でバランスを確認し、修正することです。
「静バランス取り」と「動バランス取り」はどのタイミングで実施するの?
「バランス取り」は、砥石交換時やビビリなどのトラブルが発生した際に実施します。
「静バランス取り」「動バランス取り」の実施要否はお客様のご使用条件にもよりますが、一般的には、普通砥石・超砥粒ホイールともにフランジを組付けた砥石の場合は「静バランス取り」を、超砥粒ホイールでフランジを使用しない場合は「動バランス取り」を実施します。
ただし、フランジを使用しない超砥粒ホイールの場合は、出荷時に「動バランス取り(バランシング)」を実施しているメーカーがほとんどなため、現場でのバランス取りの工数は必須ではありません。フランジを使用する砥石の場合でも、砥石とフランジを組み付けたまま保管していて既に調整済の場合には、砥石交換時の「静バランス取り」の工数は不要になります。(ご使用時の砥石周速度や要求加工精度によってはこの限りではありません)
「静バランス取り」の正しい手順とコツ
「静バランス取り」では主にバランス台などを使用し、「動バランス取り」では動バランサーを使用してバランス取りを行います。本章では、特に作業者スキルを伴う、普通砥石交換時の「静バランス取り」の正しい手順について解説していきます。
「静バランス取り」に必要な道具
普通砥石の「静バランス取り」に必要な道具は下記のとおりです。
- 六角レンチ
- 木製ハンマー
- パッキン(紙パッキンまたはテフロンパッキン)
- 油砥石(極細目#400~500)
- トルクレンチ
- バランス台
- バランスアーバー
- チョーク
- バランスピース調整用治具


「静バランス取り」の正しい手順
①まずは水準器を使用してバランス台が平行になっているか確認してください。
②水平が確認できたら、バランスアーバーをフランジに取り付けてバランス台に静かに乗せてください。
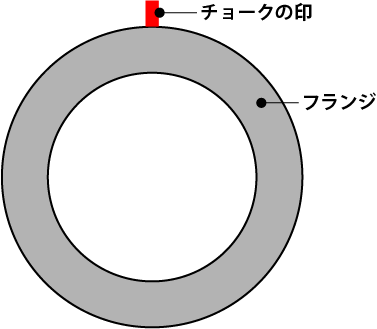
③砥石の重さの偏りを見つける
静かに砥石から手を離すと、自然とある位置で止まります。このとき自然に静止したときの頂点部が「最も軽い部分」であることがわかります。このときの静止位置で、フランジの頂点部にチョークで印をつけます。
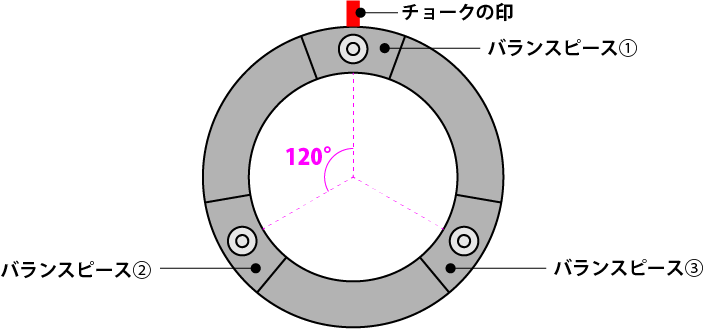
④工具(六角レンチ等)を使用して、フランジにバランスピースを仮締めする
チョークの印位置にバランスピース①を取り付け、印から120°の位置にバランスピース②、③を取り付けます。
〈ポイント〉バランスピースは調整しやすいように強く締めすぎないようにしましょう
⑤バランスピースを調整して、バランス修正を行う
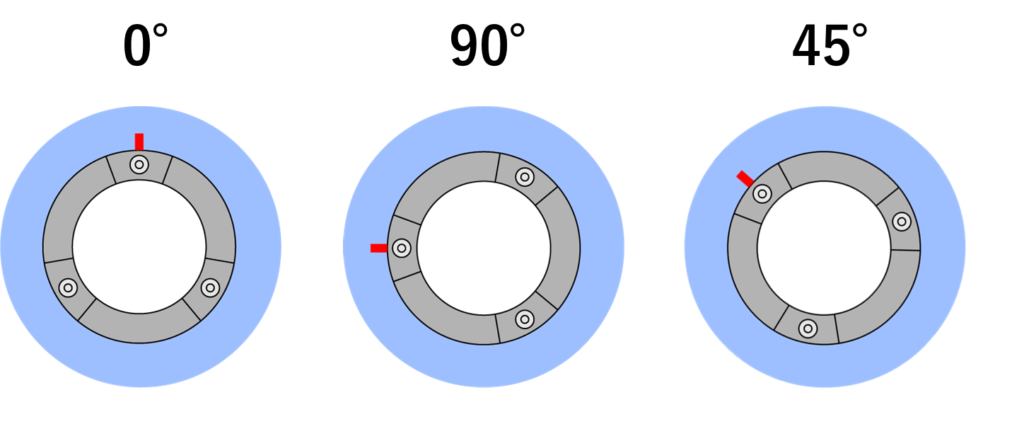
チョークの印位置が、0°、90°、45°の位置のすべてで静止するように、バランスピース②、③の位置を調整していきます。
バランスピースを動かすときのポイント
- 軽い側がどこかを確認すること
- 軽い側にバランスピースを移動すること
- バランスピース①(チョークの印の箇所)以外のバランスピースを移動すること
- バランスピースは少しずつ調整すること
バランスピースの動かし方
0°位置での動かし方
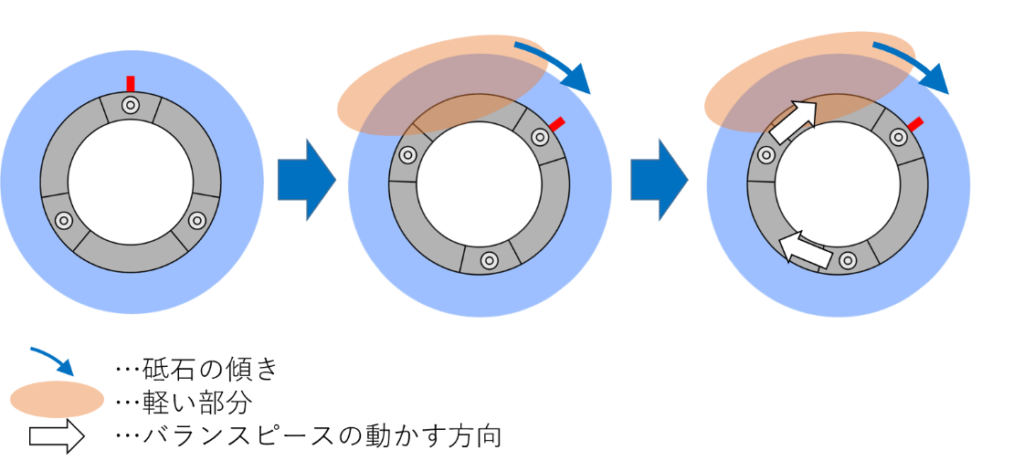
チョークの印位置が「時計回り」に傾いた場合、チョーク印より左側が軽い状態であることがわかりますので、チョーク印の左側が少し重くなるようにバランスピース②③を時計回り方向へ移動させて調整します。「反時計回り」に傾いた場合は、同様の考え方でバランスピースを反時計回り方向へ移動させて調整します。0°の位置での静止が確認できたら、次に90°の箇所で確認を行います。
90°位置での動かし方
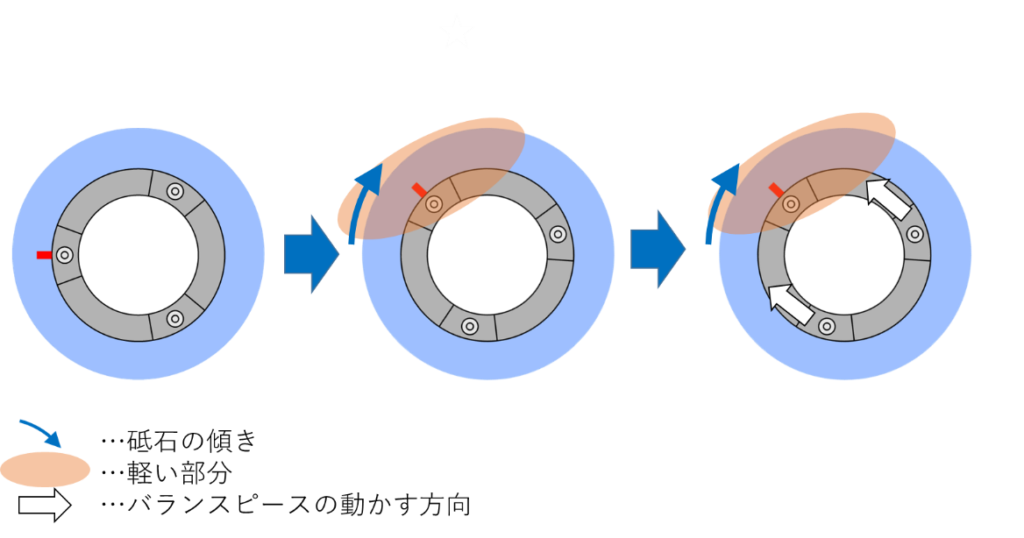
90°の箇所で手を離したときに、チョークの印位置が「時計回り」に傾いた場合、チョーク印側が軽い状態であることがわかりますので、チョーク印側が少し重くなるようにバランスピース②③をチョーク印の方向へ移動させて調整します。「反時計回り」に傾いた場合は、同様の考え方でバランスピースをチョーク印と反対方向へ移動させて調整します。90°の位置での静止が確認できたら、最後に45°の箇所で確認を行います。
45°位置での動かし方
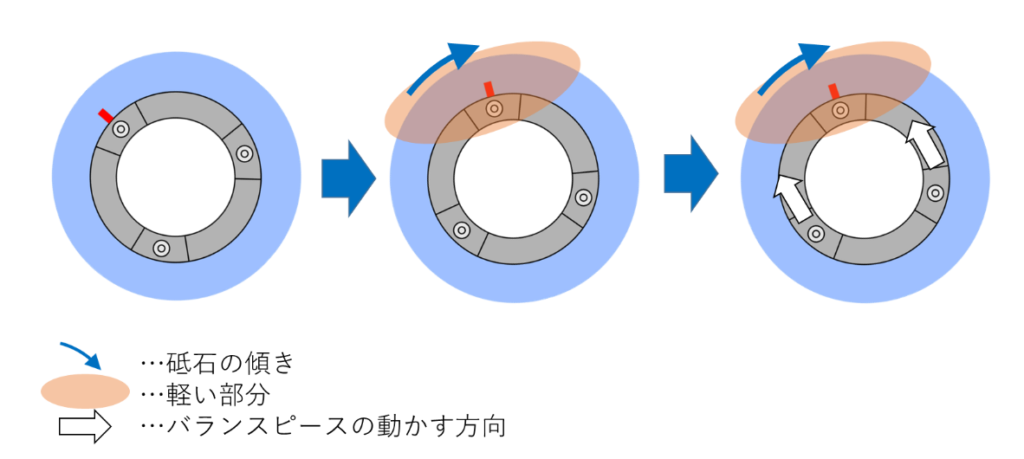
45°の箇所で手を離したときに、チョークの印位置が「時計回り」に傾いた場合、チョーク印側が軽い状態であることがわかりますので、チョーク印側が少し重くなるようにバランスピース②③をチョーク印の方向へ移動させて調整します。「反時計回り」に傾いた場合は、同様の考え方でバランスピースをチョーク印と反対方向へ移動させて調整します。
⑦ 最後にもう一度、チョーク印が0°、90°、45°の位置で完全に静止することを確認してください。
このとき静止が確認できない場合は、静止が確認できるまで再度バランスピースの調整を行いましょう。
⑧ バランスピースの位置が決まったら、六角レンチでしっかり固定しましょう。
「静バランス取り」で抑えるべきポイント
砥石交換時に再度使用する可能性のある砥石は、交換前に水切り作業を行う
砥石に水が含んでいると、砥石内の水分の影響でアンバランスが生じてしまいます。砥石交換時に再度使用する可能性のある砥石は、研削液の供給停止後も、砥石を10分程度回転させて水切り作業を実施するようにしましょう。
バランス台は必ず水平であることを確認する
バランス台が水平でない状態で作業を行うと、作業を実施しても正確にバランス取りができていないことになりますので、必ず水平であることを確認してから実施するようにしましょう。
新しい砥石とフランジの清掃を実施すること
新しく取り付ける砥石の砥石軸テーパー部と、フランジ内径テーパー部を清掃し、油砥石を軽くかけてバリや傷のかえりを取り除きましょう。わずかなゴミがアンバランスの原因となる可能性があります。
砥石の「振れ取り」とは?
砥石の「振れ取り」の目的は、砥石を設備の回転軸に取り付けた後に、砥石の外周を真円かつ回転軸に対して同心に近づけることです。砥石を設備に取り付けたときに、回転軸と砥石の中心にずれが生じていると、研削中に振動が発生してしまうことがあるため、「振れ取り」を実施します。
「振れ取り」はどのタイミングで実施するの?
砥石の「振れ取り」は、普通砥石・超砥粒ホイールにかかわらず、設備に取り付けた後は必ず実施するようにしましょう。また、ビビリや送りマーク、スクラッチなど砥石形状の歪みが原因となって発生するトラブル時にも実施することがあります。
「振れ取り」の正しい手順
砥石の振れ取りでは、ツルーイングを行います。ツルーイングとは、砥石の形状を整えるメンテナンス作業のことをいいます。
砥石がどの程度振れているかを確認したい場合は、ダイヤルゲージで回転時の砥石層表面の振れを計測します。
まとめ:バランス取りと振れ取りは研削精度の要
砥石のアンバランスや振れは、研削中の振動発生の要因となります。研削中の振動は、加工精度の低下、ビビリ模様の発生、砥石寿命の低下、周辺機器への影響、砥石層破損によるケガなど、様々なトラブル発生につながる可能性あるため、目的を理解し、正しいタイミング・正しい方法で、「バランス取り」「振れ取り」を実施するようにしましょう。
静バランス取り不要!特許取得「eフランジ®/eホイール」のご紹介
普通周速領域では普通といしが主流ですが、この領域における普通周速用CBNホイールとして、当社製「eフランジ®/eホイール」をご提案します。
※現状の砥石軸がテーパー式、かつ設備メーカーフランジ図面を開示いただいている設備のみに限りますのでご了承ください。
独自構造により特許を取得した当社製品「eフランジ®/eホイール」は、静バランス取り不要でホイール外周振れが5µm以内を可能にし、作業効率向上で高精度加工を実現しました。「eフランジ®」は、設備に合わせて設計されており、事前に機械のスピンドルに付けておくため、ホイールだけの交換でよく交換時の作業負担軽減、さらに保管用の予備フランジ不要を実現いたします。
この機会に、普通砥石から超砥粒ホイールへの切替を検討してみませんか?超砥粒ホイールへの切替は、「加工時間の短縮」「砥石交換頻度削減」「廃棄物削減」などのメリットもあります。
ただし、ツルーイング装置の検討など、導入時に検討すべきこともあり不安な方もいるかと思います。「研削加工のなんでも相談室」では、現状のお悩みから、切替時のサポート、切替後のサポートまで、お客様の現場に寄り添ってご対応いたしますので、ぜひお気軽にご相談ください。