「研削焼け」「研削割れ」とは?発生メカニズム・原因・対策
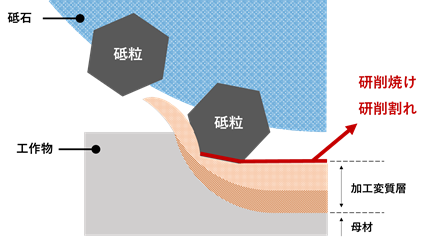
研削加工では、砥石を高速回転させ工作物に押し当てて工作物表面を削るため、研削抵抗(機械的影響)や研削熱(熱的影響)により、「研削焼け」「研削割れ」のような表面損傷や、工作物母材とは性質が異なる「加工変質層」が生成されることがあります。
今回は「研削焼け」「研削割れ」の発生メカニズム、原因と対策について徹底解説します。
目次
研削焼け(研磨焼け)とは?
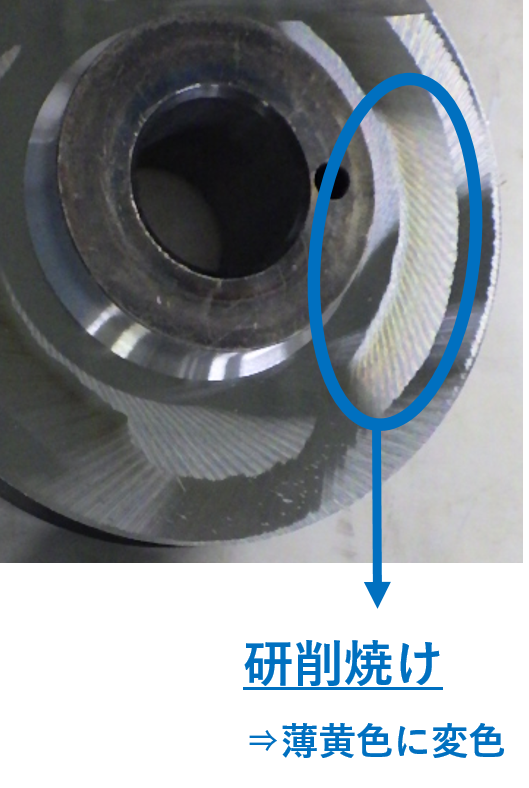
研削焼けとは、研削熱によって加工面が高温状態となり、大気中の酸素と反応して工作物表層に生成された酸化層が原因で変色する現象のことをいいます。工作物が鉄の場合は、酸化鉄の層が生成されます。
研削焼けの外観(画像写真)
研削焼けによる変色は、酸化層の厚さによって変わり、軽度な場合薄いわら色ですが、研削条件が過酷になり温度が上がるにしたがって、薄黄色、褐色、赤褐色、紫、青へと変化していきます。
研削割れとは?
研削熱によって引き起こされる不具合として、「研削割れ」があります。
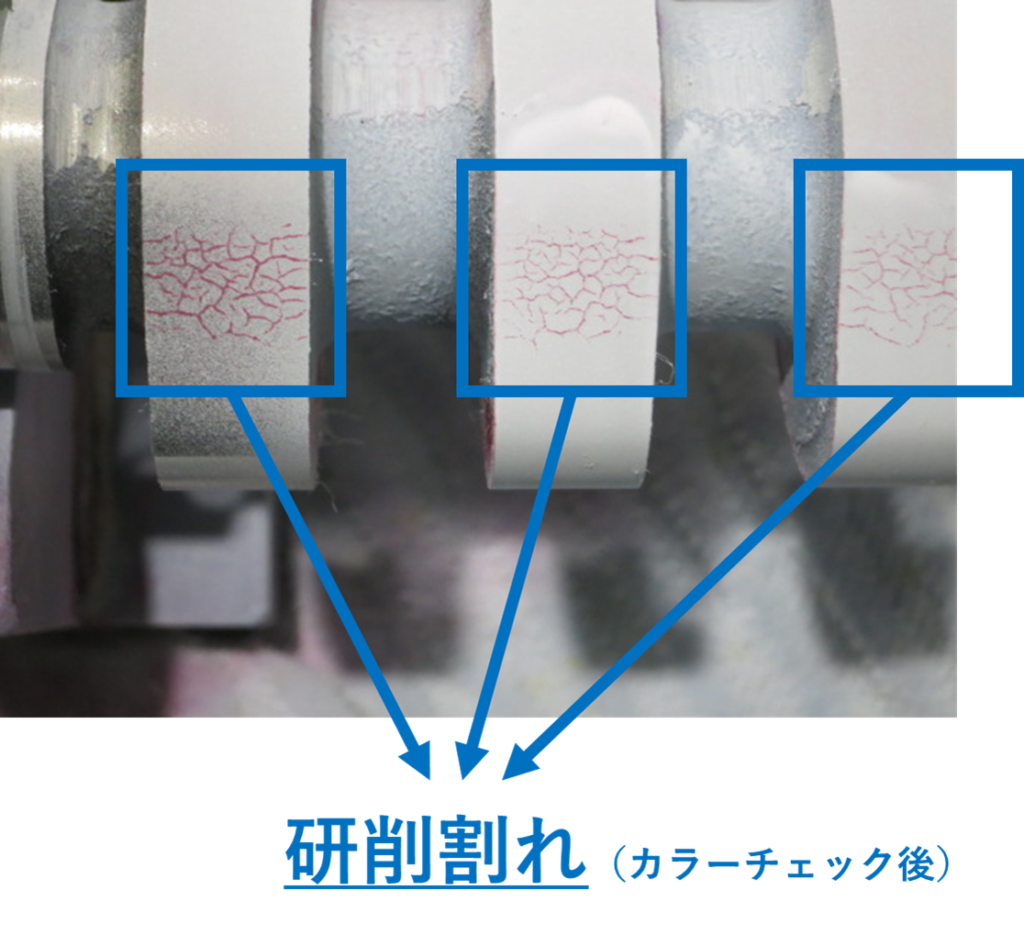
研削割れの外観(画像写真)
「研削割れ」とは、研削熱による熱応力や組織変態の体積変化が原因で、工作物表面に発生する微細な亀裂(クラック)のことをいいます。
鋼の場合、高温によってオーステナイト組織が形成され、急速に冷却されることでマルテンサイト組織が生じ、このときに体積変化が起こります。カーボン含有量の高くなるほど、体積変化が大きくなるため、カーボン含有量が高い鋼ほど「研削割れ」が発生しやすい傾向があります。
「研削焼け」と「研削割れ」は、研削熱が原因で発生する不具合ですが、発生メカニズムが異なります。「研削焼け」はカーボン含有量に関係なく発生します。
研削熱の発生
研削焼けや研削割れの要因となる研削熱の発生についても知っておきましょう。
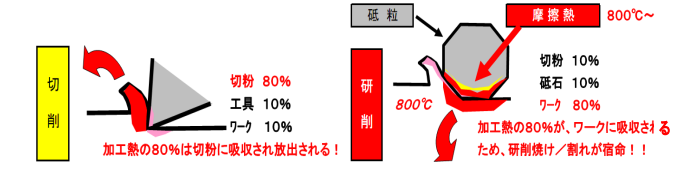
研削熱の発生
研削砥石と工作物の間の摩擦によって熱が発生します。この摩擦熱が、研削の主要な熱源です。
他にも、工作物の材料が研削砥石によって切削される過程で、材料は塑性変形を受けます。この塑性変形の過程で、内部エネルギーが熱エネルギーとして放出されることがあります
出典:東京農工大学大学院 工学府 機械システム工学専攻 伊藤幸男「CFRPの研削加工における薄肉砥石を用いた冷風供給の効果と赤外線放射温度計による加工状態モニタリング」(2022)P.7
https://ci.nii.ac.jp/naid/500001542791
研削焼け・研削割れによる製品への影響
研削割れが発生した場合にはほとんどが廃却されます。研削焼けが発生した場合でも、工作物外観だけではなく、研削焼けが発生する温度の影響で、加工変質層の生成や残留応力が発生し、工作物内部の性質に影響している場合があります。
加工変質層とは、母材の性質とは異なる層のことであり、研削によってひずんだところに研削熱が影響することで生成されます。工作物材質によって、表面層が硬化したり逆に軟化したりする現象です。
また、残留応力が発生している場合もあります。酸化膜による腐食と合わせて引張残留応力が蓄積していると、亀裂が発生し時間と共に進行して突然破壊する可能性もあります。
研削焼け・研削割れの発生による廃却が頻繁に起こると、製品の生産性が低下しますので発生頻度が高い場合には対策を行いましょう。以下より、評価方法と、要因・対策方法について見ていきましょう。
研削焼け・研削割れの評価/表面検査方法
研削焼けの度合いは、色調が明確なものは目視の観察により判断することも可能ですが、変色が視認できない場合は深部の損傷などを見落とす可能性があります。他の評価方法についても知っておきましょう。
研削焼けの評価方法:エッチング法
研削焼けの評価に広く用いられる方法に、エッチング法があります。工作物をナイタール液などに浸し腐食させることで、色調が変化するためこれにより確認できます。
研削焼けの評価基準は、製品の用途や性能要件に応じて異なります。一般的には、色変化の程度や範囲、酸化層の厚さ、表面硬度の変化量、腐食試験の結果が評価基準として活用されています。
研削割れの評価方法:浸透探傷試験(カラーチェック)(PT)
研削割れの評価に広く用いられる方法に、浸透探傷試験があります。工作物表面に検査液を浸透させ、表面の液を除去したときに、傷口に液が残るかどうかを確認します。「カラーチェック」や「PT検査」とも呼ばれます。
他にも代表的な評価方法として、磁気探傷試験(MT)があります。工作物に電流を流したり磁極間に置くなどして磁化させてから、工作物表面に磁粉を付着させると、磁粉が傷口に付着し、傷の有無を確認することができます。
研削焼け・割れの原因/対策
研削焼けの原因となる加工熱は様々な要因から発生します。熱を完全に無くすことは不可能なので、原因を網羅的に把握した上で優先順位を持って対策をしていくことが必要です。まずは考えられる原因を見ていきましょう。
研削焼け・割れ トラブルシューティング
対策の順番としては、①クーラントノズルの不具合の確認⇒②ツルーイング不良の確認⇒③加工条件の変更⇒④研削液種類の変更⇒⑤砥石仕様の変更の順で行いましょう。
※モバイル表示ではスクロールしてみることが可能です➡
| 研削焼け 研削割れ | 要素 | 要因 | |
| 砥石 | ・砥石の仕様不適 | ||
| ツルア | ・ツルアの摩耗 ・ツルアの仕様不適 | ||
| 研削液 | ・濃度が低い | ||
| 機械 | 研削液 | ・流量少ない ・ノズル位置不適 ・ノズル詰り、漏れ | |
| 制御 | ・研削液吐出不良 ・工具位置検知不良 | ||
| 工作物 | ・素材割れ ・素材の内部応力高い | ||
| 条件 | ツルーイング条件 | ・切込み量が少ない ・送り速度が遅い ・ツルア周速度が遅い | |
| 加工条件 | ・切込み量が多い ・砥石周速度が速い ・工作物回転数遅い | ||
機械(研削液供給不良)
クーラントノズルの位置や向き、流量が不適切だと十分に研削液が供給されず、研削焼けの原因となります。まずはクーラントノズルを確認し、研削液の効果が十分発揮できているか確認しましょう。
- 加工点に当たるようにクーラントノズル位置を調整する
- 研削液の流量を増やす
- クーラントノズルの詰まり、漏れがないかを確認する
- 研削液吐出不良が発生していないか確認する
ツルーイング
ツルーイング頻度
ツルーイング(成形)を定期的に実施しないと、目つぶれや目詰まりが生じて摩擦が増えます。定期的にツルーイングを実施して、砥石の性能を保つように心がけましょう。
ツルアの状態
ツルアはツルーイングを行うためのメンテナンス工具です。ツルアが過度に摩耗していたりすると、砥石が正常にツルーイングされず、砥石の切れ味不良となり研削熱発生の要因となります。ツルアの状態を確認し、摩耗している場合は交換を検討しましょう。
ツルーイング条件
ツルーイングの切込み量不足や、送り速度またはツルア周速度が不適切だと、砥石が正常にツルーイングされず、砥石の切れ味不良となり研削熱発生の要因となります。
ツルアの仕様
ツルアの仕様が砥石に合っていない場合も、砥石が正常にツルーイングされず、砥石の切れ味不良となり研削熱発生の要因となります。ツルア仕様の変更を検討しましょう。
研削条件
砥石の周速度が早すぎる、切込み量が大きいなどの重研削は、熱の発生を増加させ、摩擦が増大して研削熱も増大します。工作物回転数が遅かったり、研削パスが多かったりすると、工作物が研削熱を受ける時間が長くなり、研削熱によるトラブルの要因となる可能性があります。
研削液の種類
研削液は種類や濃度によって大きく水溶性と油性に分けられます。水溶性の研削液は冷却効果に優れ、油性の研削液は潤滑性が高いです。冷却効果というと水溶性の方が研削熱に効果的のように感じますが、研削抵抗を抑制する方が研削熱に対して効果的なため、研削焼け・割れを抑制するには潤滑性の良い研削液を選定することが有効的です。
研削液の濃度が不適切な場合も、研削焼け・割れに影響します。濃度が低いと潤滑性が下がり、研削熱増大の要因となります。
砥石仕様
砥石が目つぶれや目詰まり状態で研削を続けると、砥石と工作物の間の摩擦が増大し、大きな研削熱の発生要因となります。研削焼け・割れの発生しやすい工作物においては、切れ味を重視した仕様へ変更することや気孔の多い砥石を選定することが効果的です。以下は研削熱発生に有効的な対策の例です。
- 結合剤(ボンド)の結合度を弱くする
- 砥粒径を粗くする
- 多気孔の砥石を選定する
- 熱伝導の良い砥石(超砥粒ホイール)に変更する
工作物材質
特にカーボン含有量が高い鋼は研削割れが発生しやすいため、注意が必要です。なるべく大きな研削熱が発生しない加工条件で研削を行うようにしましょう。また、焼き戻しでの熱処理が十分な場合、引張残留応力が残り研削割れの要因となる場合があります。カーボン含有量の高い鋼で研削割れが発生する場合は、熱処理が十分であるか今一度確認を行いましょう。
ジェイテクトグラインディングツールの超砥粒ホイール
ジェイテクトグラインディングツールはトヨタグループ唯一のダイヤモンド工具メーカーで、多岐にわたる製品の研削用ダイヤモンド砥石やドレッサを製造しています。その開発力と技術力で、世界一のものづくりを目指しています。
研削(研磨)焼け・研削割れを抑制するビトリファイドCBNホイール「削楽~SAKURA~」
ビトリファイドCBNホイール 削楽~SAKURA~
特長
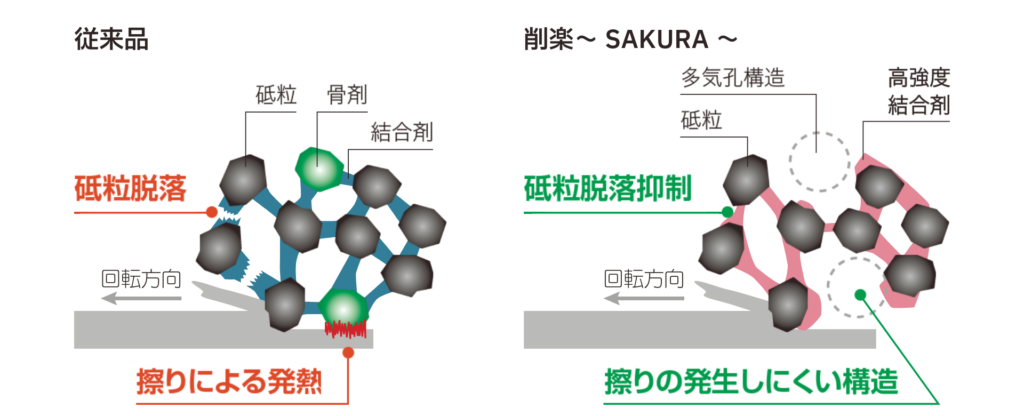
◆強度結合剤による砥粒保持力向上
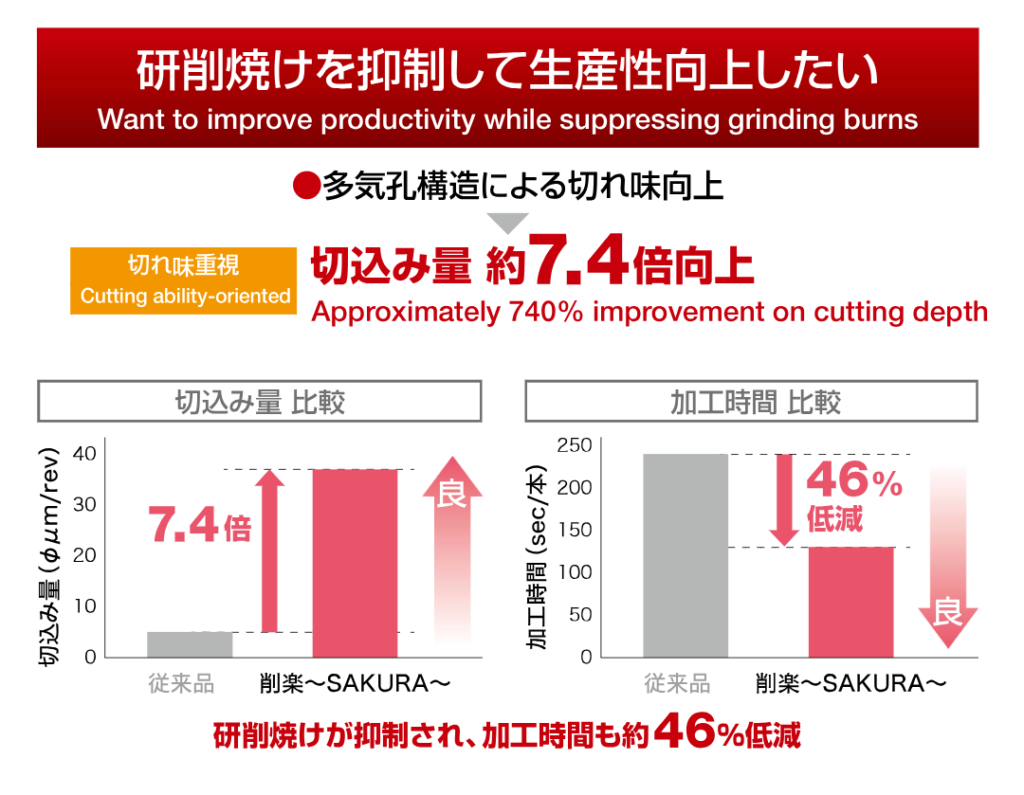
◆多気孔構造による切れ味向上
多気孔構造による擦り抑制により、余分な発熱を抑制し研削(研磨)焼け・研削割れを改善!

加工事例
多気孔構造による切れ味向上により、切込み量7.4倍向上しても焼け割れなく、加工時間を46%短縮を実現しました。
製品についてのお問合せや、その他研削加工に関する些細なご相談はこちらからお問い合わせください。